
Der chinesische Hersteller LDO liefert mit seinem Voron 2.4 R2 Kit RevC einen qualitativ hochwertigen 3D-Drucker Bausatz, der alle mechanischen und elektrischen Komponenten für den Bau eines kompletten 3D-Druckers enthält. Um deutlich bessere Druckergebnisse zu erzielen, bietet sich ein Hotend Upgrade an. Wir haben uns für ein hochwertiges Slice Engineering Mosquito Magnum Hotend mit passender 0,4mm Vanadium Nozzle entschieden und zeigen in diesem Artikel, ob sich der Hochtemperatur-Umbau lohnt. Dieser Artikel wird von Slice Engineering, LDO und 3DJake unterstützt.
3D-Druck Enthusiasten suchen ständig nach neuen Verbesserungsmöglichkeiten für den eigenen 3D-Drucker. Bei größeren Umbauten werden üblicherweise das Hotend und das Mainboard getauscht. Der Voron ist Open-Source und mit unterschiedlichen Modifikationen (kurz Mods) erweiterbar. Das LDO Voron 2.4 R2 RevC Kit wird standardmäßig mit einem Revo Hotend ausgeliefert. Für einfache Anwendungen reicht das Hotend im Prinzip aus. Aber hinsichtlich Langlebigkeit, Qualität und vor allem der Möglichkeit, industrielle Materialien drucken zu können, geht das mit wenigen Handgriffen deutlich besser. Mit dem Slice Engineering Mosquito Magnum Upgrade erzielen Anwender nicht nur bessere Druckergebnisse, sondern sind damit auch gut gerüstet, um Hochtemperaturkunststoffe wie das Fiberlogy Nylon PA12+CF15 zu drucken.
Mosquito Magnum Hotend
Es gibt einige gängige Markenhotends, die alle identisch aufgebaut sind. Ein ganz bestimmtes Hotend hebt sich aber deutlich von der Konkurrenz ab. Das Mosquito Magnum Hotend von Slice Engineering gehört zu den besten Hotends, die es auf dem Markt gibt. Wir arbeiten seit mehreren Jahren ausschließlich mit Mosquito Hotends, die mittlerweile tausende Betriebsstunden ohne jeglichen Verschleiß hinter sich haben. Deshalb lag es nah, den LDO Voron 2.4 R2 RevC mit einem Mosquito Magnum Hotend auszustatten.

Leider wird aufgrund von Unstimmigkeiten zwischen Slice Engineering und dem Voron Team das Mosquito Hotend nicht mehr offiziell unterstützt und nützliche Mods für einen Mosquito Hotend mit dem Stealthburner gibt es kaum, da die meisten Airflow-Probleme haben. Die Position der Nozzle zum Lüfterausgang ist dabei entscheidend. Bondtech hat auf Github einen tollen Mod veröffentlicht, der sowohl das Mosquito Hotend/Magnum als auch die Magnum Plus Edition unterstützt. Zwar ist für die Mod auch das Bondtech LGX Light vorgesehen, aber es funktioniert auch in Kombination mit dem CW2 Extruder. Wer sich für die Mosquito Magnum Plus Mod entscheidet, muss darüber hinaus eine etwas längere Stealthburner_Rapido_Uhf Front drucken. Auch sind beim Magnum Plus Silikonsocken nötig, um thermische Probleme besser in den Griff zu bekommen. Die Komponenten für das Mosquito Upgrade können mit dem Standard-X-Carriage genutzt werden. Es wird allerdings empfohlen, das angepasste X-Carriage zu verwenden, da es uns erlaubt, das Mosquito Hotend umgedreht mit Thermistor und Heizpatrone nach hinten ausgerichtet, anzubringen. Und das mit Socke! Und es ist mit Euclid kompatibel.
Thermistor und Heater
Als Heizpatrone kommt die leistungsstarke 50W/24V Heizpatrone von Slice Engineering zum Einsatz. Beim Thermistor fiel die Wahl bewusst auf den neuen Slice Engineering 300°C Thermistor. Ursprünglich gab es Mal eine 450C HT-Variante, die aber von der Mehrheit der 3D-Drucker nie ausgereizt werden konnte. Um technische Kunststoffe mit derart hohen Temperaturen verarbeiten zu können, bedarf es auch einer höheren Druckbett- und Umgebungstemperatur. Das trifft nur auf die wenigstens 3D-Drucker zu.
Spezifikationen
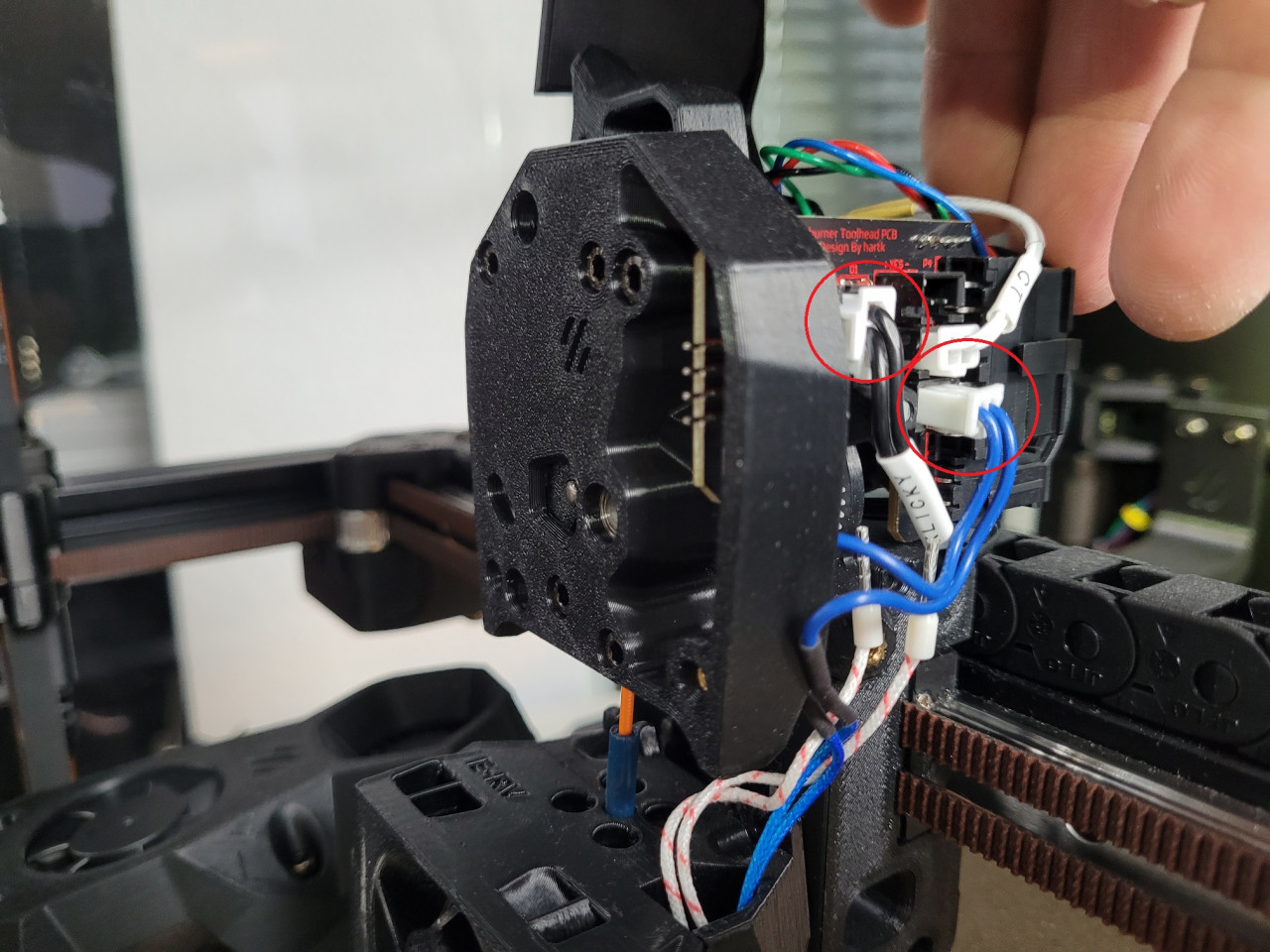
Bevor neue Hardware verbaut werden kann, sollte man sich mit den technischen Spezifikationen der Komponenten vertraut machen. Der LDO Voron 2.4 R2 nutzt ein Toolhead basierend auf der HartkPCB. Daher sollte man die Spezifikationen der Heizpatrone und die des Thermistors mit denen der mitgelieferten Kabel der Toolhead-PCB abgleichen. Laut LDO Anleitung liegen am Heizpatronen-Therminal HE0/24V an. Die Slice Engineering 50W Heizpatrone in der Variante 24V nutzt den Kabelquerschnitt 23 AWG. Welchen Kabelquerschnitt die Kabel des Microfit 3.0 14P Steckers haben, steht leider nirgendwo drauf. Zwischen 20 und 24 AWG ist alles möglich. Also bleibt im Prinzip nur das Aufschneiden und Ausmessen oder hoffen, dass die Kabelbeschriftung vorhanden ist.

Wenn man sich unsicher ist, kann man diesen Anschluss auch getrennt vom restlichen Kabelbaum in der Schleppkette verlegen und mit entsprechendem Stecker als Verlängerungen nutzen. Das bleibt jedem selbst überlassen. In unserem Beispiel nutzen wir die vorhandenen Anschlüsse an der PCB.
Installation
Die Installation des Mosquito Magnum Hotends gestaltet sich sehr einfach. Zunächst wird alte Hotend samt Therimstor und Heizpatrone abgebaut.
Nach dem Download der STLs vom Bondtech Github kann die Installation des Hotends am SB_MOS_Front mittels 2x 2,5mm Innensechskantschrauben erfolgen. Die Länge des PFTE-Schlauchs muss man selbst ermitteln. Wir haben dazu den alten PTFE Schlauch herangezogen und die Differenz zur alten Nozzle ausgemessen. Im Prinzip würden die SB_MOS_Front und das SB_MOS_Rear_CW2 für den Umbau ausreichen, wir untenstehendes Bild zeigt.

Das Hotend wird anschließend für die Monate von Thermistor und Heizpatrone vorbereitet. Eine detaillierte Anleitung dazu gibt es hier.

Die Schutzummantelung des Heaters und des Thermistors bekommt man mit einer Abisolierzange ab, indem der Vorgang mehrmals wiederholt wird und die Zange dabei um die eigene Achse gedreht wird.

Die Heizpatrone wird am Terminal mittels zwei Schlitzschrauben verschraubt. Nach einigen Druckstunden sollten diese Schrauben nachgezogen werden. Für den Thermistor kann ein JST-XH Connector verwendet werden. Diese gibt es als günstiges Set bei Amazon und Co.

Leider sind beide Kabel durch die Ummantelung sehr steif und sollten vorsichtig geknickt werden.

Software
Der Thermistor von Slice Engineering ist ein 100K Thermistor. In Marlin ist dieser als ATC Semitec 104NT-4-R025H42G zu finden. Unter Duet/RepRapFirmware kann dieser sowohl mit als auch ohne Konfigurator implementiert werde. Ohne Konfigurator sollte folgender Wert verwendet werden: T100000 B4680 C6.455513e-8
sensor_type: ATC Semitec 104GT-2 gesetzt.Bevor der 3D-Drucker neu gestartet wird, sollte die Druckdüse unbedingt über das Z-Adjustment etwas angehoben werden. Danach sollte man überprüfen, ob alle Temperaturen korrekt angezeigt werden. Ein PID Tuning ist nach einem Thermistorwechsel unbedingt zu empfehlen. Der Bauteilkühler wird auf 25% eingestellt (M106 S64) und das PID Tuning ausgeführt:
PID_CALIBRATE HEATER=extruder TARGET=245
Nachdem das PID Tuning abgeschlossen wurde, müssen die Parameter mittels SAVE_CONFIG in der Konfigurationsdatei gespeichert werden.
First Layer Calibration
Die Kalibrierung der ersten Schicht ist essenziell für eine erfolgreiche Inbetriebnahme des LDO Voron 2.4 R2 mit einem Slice Engineering Mosquito Magnum Hotend. Vorher muss sichergestellt sein, dass das Material auch vernünftig gefördert wird. Dazu werden die Einstellschraube für die Filamentförderung komplett gelöst und 50mm Filament bei 5mm/s gefördert. Am besten macht man sich ein paar Markierungen mit einem Edding auf dem Filament, um zu prüfen, ob auch gleichmäßig gefördert wird. Wird das Material gar nicht oder kaum gefördert, muss die Klemmschraube um 1/2 Umdrehung angezogen werden. Wird das Material ungleichmäßig mal langsamer und mal schneller in einem Durchgang gefördert, muss die Stellschraube weiter angezogen werden, bis das Material gleichmäßig extrudiert wird. Nun noch 1/4 Umdrehung weiterdrehen und fertig.

Der Clou: Im nächsten Schritt kann man das genau ermitteln. Der Druck kann so eingestellt werden, dass gerade so sauber Filament gefördert wird. Danach führt man den unten beschriebenen Extruder Kalibrierungsvorgang durch. Hat man z.B. noch einen Rest von 21,58mm wurde zu wenig Material gefördert. Die Stellschraube 1/2 Umdrehung fester ziehen und erneut fördern. Beträgt nun der Restabstand 19,6mm, wird weiter festgezogen, bis sich dieser Wert erst einmal nicht mehr ändert. Erst dann führt man die Kalibrierung anhand des Parameters in der printer.cfg aus. In unserem Fall waren es 21,58mm, 20,14mm, 19,5mm und danach 18,78mm. Nach mehrmaligen Drehen des Nobs änderte sich der Wert von 18,78mm nicht mehr, so dass wir wieder leicht zurückgedreht haben und den korrekten Druck und Wert ermittelt haben. Nun kann man den Parameter in der printer.cfg vernünftig ermitteln.
Als zweiten Schritt werden 50mm Material mit 3mm/s extrudiert. Währenddessen hält man mit etwas Druck das Filament vor dem Extruder fest. Rutscht es gefühlt durch, muss der Druck auf das Filament durch Anziehen der Schraub weiter erhöht werden. Es darf ruhig langsamer durchlaufen, aber nicht durchrutschen!
Anschließend erfolgt die First Layer Calibration. Wenn das Z-Adjustment über das Display oder der GUI durchgeführt wird, muss der neue Wert nach erfolgreichem Tuning der ersten Schicht unbedingt gespeichert werden. Grundsätzlich sollte man sich angewöhnen, nach jedem Tuning wie PID oder First Layer ein Save_Config auszuführen. Bei einem Duet 3 Mainboard mit RepRapFirmware erfolgt dieser Schritt automatisch. Bei Klipper leider nicht.
So sehen bei uns die Werte in Klipper aus:
#*# <---------------------- SAVE_CONFIG ---------------------->
#*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated.#*##*# [heater_bed]#*# control = pid#*# pid_kp = 40.173#*# pid_ki = 2.126#*# pid_kd = 189.816#*##*# [extruder]#*# control = pid#*# pid_kp = 26.161#*# pid_ki = 1.600#*# pid_kd = 106.931#*##*# [stepper_z]#*# position_endstop = -0.652Z_OFFSET_APPLY_ENDSTOP gefolgt von SAVE_CONFIG ab. 10:46:24 $ Z_OFFSET_APPLY_ENDSTOP 10:46:26 // stepper_z: position_endstop: -0.732
// The SAVE_CONFIG command will update the printer config fileTipp: Bei einem Hotend-Tausch ändert sich der Extruder Parameter für die Förderung des Materials nicht. Dennoch haben wir den Extruder Kalibrierungstest gemacht und dabei Abweichungen festgestellt, die mit den Zahnrädern im Getriebe des Extruders zutun haben. Der Druck zwischen den Getriebeschrauben war nicht ausreichend, wodurch der Extruder nicht durchgehend konstant förderte. Erst nach langem testen haben wir das obige Verfahren angewandt, indem wir solange an der Stellschraube gedreht haben, bis konstant Material derselben Länge gefördert wurde. Im Anschluss daran erfolgt die Parameteranpassung.
Temperatur
Temperatur ist alles. Üblicherweise beginnt man bei dem ersten Testdruck mit der Verarbeitung von PLA. Was viele aber nicht berücksichtigen, ist die Umgebungstemperatur. Es macht einen großen Unterschied, ob PLA mit 215°C/55° bei 30°C oder bei 20° Umgebungstemperatur verarbeitet wird. Eine Umhausung beeinflusst das Ganze nochmal um ein Vielfaches.
Wird der Voron 2.4 in einem Raum mit einer Umgebungstemperatur von 25°C aufgestellt, steigt die Innentemperatur der Einhausung trotz geöffneter Türen auf rund 35-40°C. Dadurch ergeben sich große Probleme bei Überhängen und in Form von Stringing. Da diese Problem auch mit dem Revo Hotend auftreten, kann das nur an den Profileinstellungen oder an einem unzureichenden Luftstrom am Hotend liegen. Apropos Luftstrom: Bauartbedingt stört die Form des Mosquito Magnum Heizblocks den Luftstrom hinter der Druckdüse. Das Stealthburner Extruder Design ist für diesen großen Heizblock nichts konzipiert. Genau aus diesem Grund können Objekte, die damit gedruckt werden, auf der Rückseite mehr Defekte aufweisen als auf der Forderseite.

Stringing bzw. feine Fäde
Objekte, die mit PLA in einem geschlossenen Gehäuse gedruckt werden, neigen oftmals zu Stringing. Die feinen Fäden und Äste entstehen aufgrund eines nicht optimalen Rückzug des Extruders. Darüber hinaus spielt die Umgebungstemperatur eine entscheidende Rolle. In einer Einhausung herrschen oft 35°C und mehr und PLA hat eine Glasübergangstemperatur von rund 55°C. Dann neigt das Material ebenfalls zur Fädenbildung. Bei einem eingehausten 3D-Drucker ist es deshalb ratsam, die Türen zu öffnen, die Extrudertemperatur um rund 5-10°C zu reduzieren und die Druckbetttemperatur von 60° auf rund 55°C zu setzen. Manchmal hilft auch ein kleiner Ventilator, der kalte Luft ins Gehäuse bläst. Eine zu niedrige Extrudertemperatur kann die einzelnen Schichten aber brüchig machen oder ebenfalls zum Stringing beitragen. Optimal wäre eine effizientere Kühlung des Stealthburner, aber die scheint ihre Grenzen zu haben.
Während unserem Aufbau haben wir mit verschiedenen Druckern und Druckdüsen experimentiert und festgestellt, dass bei Verwendung einer gehärteten Druckdüse PLA stärker zu Stringing neigt. Hier entstehen sehr viel feinere Fäden, die zwar mit einem Feuerzeug oder Heißluftföhn entfernt werden können, aber einem beim Ermitteln der Paramater den letzten Nerv rauben können. Wer seinen Voron einhaust und überwiegend ABS, ASA, PA12 oder ein Filament mit Kohlefasern verarbeiten möchte, sollte unbedingt zu einer gehärteten Düse wie die von Slice Engineering greifen. Wer überwiegend PLA druckt, sollte seine Einhausung zusätzlich belüften oder diese komplett entfernen und eine Druckdüse aus Messing verwenden.
Wir haben es uns dennoch nicht nehmen lassen und das gut getrocknete Filament mit bestmöglich ermittelten Parametern fast fädenfrei drucken können. Angepasst wurden verschieden Parameter wie Retraction sowie Pressure Advanced und die Drucktemperatur. Vergleicht man das Standard Voron Profil in den Slicern mit dem von uns erarbeiteten Profil, liegen Welten dazwischen. Man hätte annehmen können, etwas wäre am Hotend oder Extruder defekt, den eigentlich haben wir nach über 2 Wochen Tests das Ganze bereits aufgegeben. Aber tatsächlich war es das Profil, das uns Probleme bereit hat. Wir haben aufgrund identischer Bauteile zwar ziemlich ähnliche Parameter zu denen vom Prusa MK3/Mk4 gewählt, aber die Konstruktion des Vorons sowie die Firmware ändern einiges. Daher passen identische Parameter nicht zu jedem Druckertyp.
Die Slice Engineer Vanadium Druckdüse ist ein echter Allrounder und qualitativ kaum mit der E3D ObsidianX zu vergleichen.
Interessant zu beobachten ist, dass der Prusa MK4 beim Stringing Test mehr Fäden zieht als der Voron mit Mosquito Hotend, beim Benchy es aber genau andersherum ist. Eventuell liegt es an der Temperatur, denn das Benchy aus dem Prusa mit 215°C/60°C glänzt, während das des Voron mit Mosquito Hotend erst ab 220°C/60°C glänzt, und bei 215°C matt ist. Die Oberflächenbeschaffenheit ist nämlich abhängig von Temperatur und Geschwindigkeit. Der Voron druckt Konture nämlich mit 100mm/s und der Prusa mit 60mm/s. Demnach benötigt dieser auch eine etwas höhere Temperatur.

Also druckt man entweder mit dem Standard Voron Profil und 100mm/s Perimeter mit ~225°C oder mit 60mm/s und 215°C und erhält dann eine schöne glänzende Außenhaut. Natürlich werden Überhänge aufgrund der hohen Druckdüsentemperatur nicht korrekt gedruckt. Hier heißt es entweder die Umhausung abzubauen oder aber die Temperatur zu senken, was allerdings in einer matten Außenschicht resultiert.
Slicer Parameter
Die Standard Slicer Einstellungen führen sogar mit dem Revo Hotend zu schlechten Ergebnissen. Zumindest bei PLA ist noch viel Luft nach oben. Es gibt einen Parameter, der links am Bug vom Benchy deutliche Probleme verursacht. Mit einigen Optimierungen lässt sich das aber sehr gut in den Griff bekommen.
Hier aktuell funktionierende Parameter:
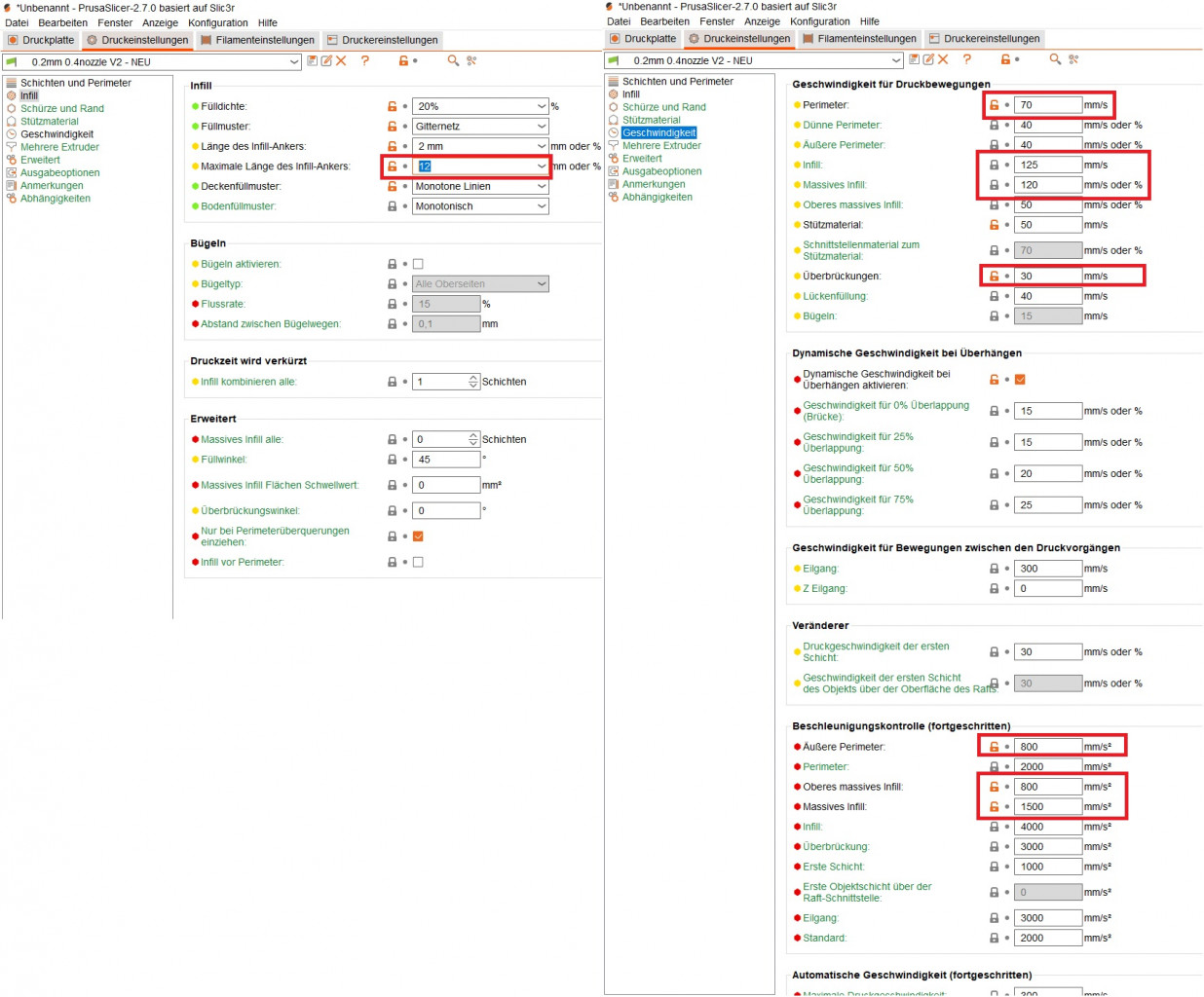
Folgendes Bild zeigt das ursprüngliche Benchy mit Standard Slicer Profil. Die Parameter wurden optimiert, bis ein zufriedenstellendes Ergebnis erreicht wurde.


Neben einem Slice Engineering Mosquito Magnum Hotend lassen sich auch andere Upgrades wie mit einem Duet 3 Mainboard umsetzen. Den passenden Artikel dazu gibt es hier: Voron 2.4 R2 – Duet 3 6HC + 3HC Upgrade – PCPointer.de
Fazit
Das Mosquito Magnum Hotend von Slice Engineering gehört für uns bis heute zu den besten High-End Hotends, die es auf dem Markt gibt. Es besticht durch ein innovatives Design und einer einfachen Handhabung. Es gibt aber noch weitere Gründe, um seinen Voron 2.4 mit einem Mosquito Magnum Hotend zu modifizieren. Von dem einfachen Düsenwechsel über die hohe Temperaturbeständigkeit bis hin zur geringen Wärmeverlustrate lässt das Hotend keine Wünsche offen. Unsere 3D-Drucker werden alle mit Mosquito Hotends betrieben und sind auch nach über 4 Jahren ohne Wartung in einem einwandfreien Zustand. Von uns gibt es eine ganz klare Kaufempfehlung.