Beitragsinhalt
Zusammenbau
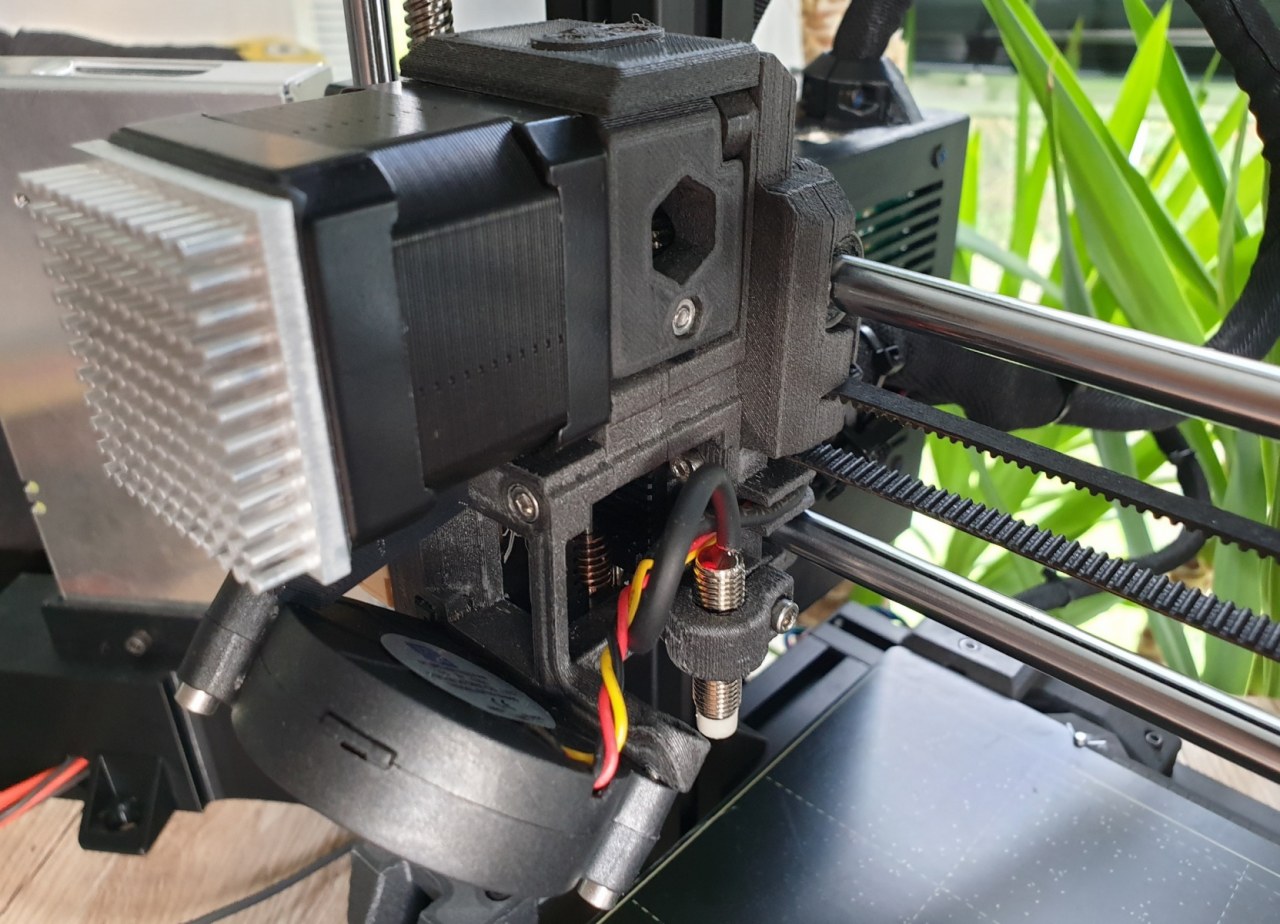
Um einen 3D-Drucker mit dem Mosquito Hotend umzubauen, ist zunächst ein passender Adapter erforderlich. Slice Engineering hat bereits zahlreiche Adapter für die unterschiedlichsten 3D-Drucker-Modell entwickelt. Darüber hinaus gibt es auf der Thingiverse-Webseite weitere engagierte Anwender, die eigene Konstruktionsdateien veröffentlicht haben. Für den Prusa i3 MK3S Mod gibt es sowohl einen Adapter auf Thingiverse.com als auch eine Komplettlösung von Bondtech.
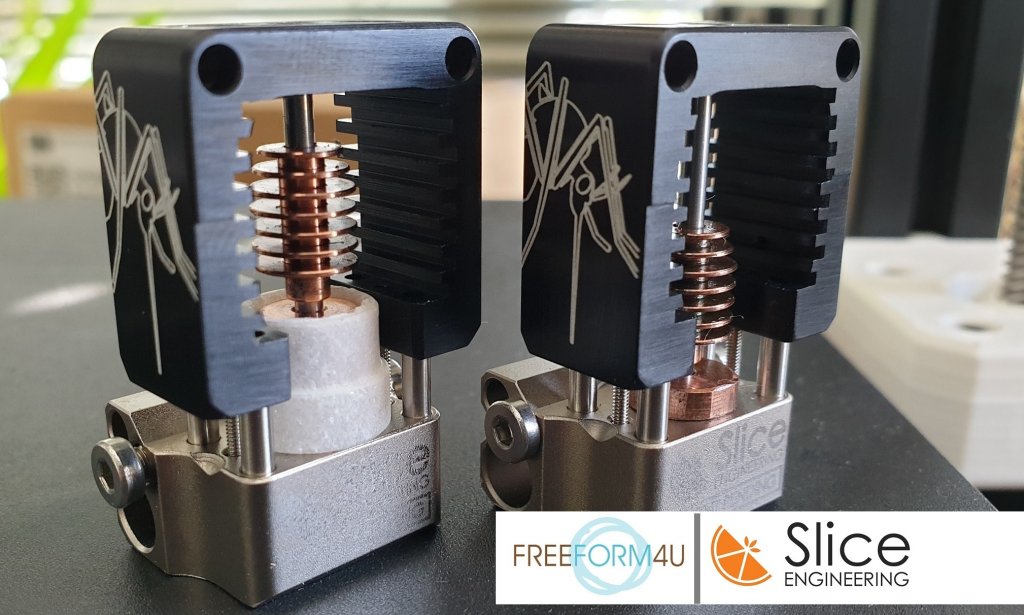
Für die Montage des Mosquito Hotends sind am schwarzen Aluminiumkühlkörper zwei Gewindebohrungen (M2,5 x 0,45) und zwei Senkbohrungen (M2,5 x 0,45) für die Montage vorgesehen. Für die Montage an der Unterseite sind zwei Gewindebohrungen (M2,5 x 0,45) vorhanden. Jedes dieser drei Lochpaare kann mit Innensechskantschrauben M2,5×0,45, die im Lieferumfang enthalten sind, an die Extruderteile befestigt werden.

Des Weiteren wird ein etwa 40 mm langer PTFE Schlauch benötigt, der als Verbindungsstück zwischen dem Hotend und dem Extruderantriebsrad verwendet wird. Der Durchmesser beträgt oftmals mehr als 1.9 mm. Um Verstopfungen des Heatbreaks infolge von großen Durchmesserschwankungen im Filament zu vermeiden, wird stattdessen ein Stück Capricorn XS empfohlen, dessen Innendurchmesser 1.9 mm beträgt.
Für den Zusammenbau des Hotends sollte unbedingt auch die Boron Nitride Thermalpaste von Slice Engineering verwendet, die für Temperaturen bis 1000°C ausgelegt ist. Diese darf bei Mosquito Hotend zwischen Heizpatrone und Heizblock, zwischen Heizblock und Thermistor und zwischen HEizblock und Heatbreak aufgetragen werden. Auch zwischen Druckdüse und Heatbreak darf die die Boron Nitride Paste verwendet werden. Bei anderen Hotends wie dem E3D V6 ist das Verwenden der Paste lediglich zwischen Heatsink und Heatbreak erlaubt. Grundsätzlich sollte die Boron Nitride Paste vor der Benutzung getrocknet werden. In unserem Fall war dies jedoch nicht erforderlich.








Die Installation des Thermistors und des Heizblocks ist selbsterklärend. Überschüssiges Boron Nitride, das zuvor aufgetragen wurde, sollte entfernt werden. Für die erstmalige Installation der Druckdüse ist das Aufheizen des Hotends nicht erforderlich. Lediglich nach der erstmaligen Verwendung sollte stets das Hotend auf ca. 250-270°C aufgeheizt werden, bevor die Druckdüse getauscht wird. Bei letztmaliger Verwendung von Materialien mit höhrem Schmelzpunkt sollte das Hotend entsprechend mit höhren Temperaturen aufgeheizt werden.
This is one of the greatest reviews i have every read about a hotend. Thank’s sharing information. I like the mix between review and tutorial. Great work!