Beitragsinhalt
Welches Board?
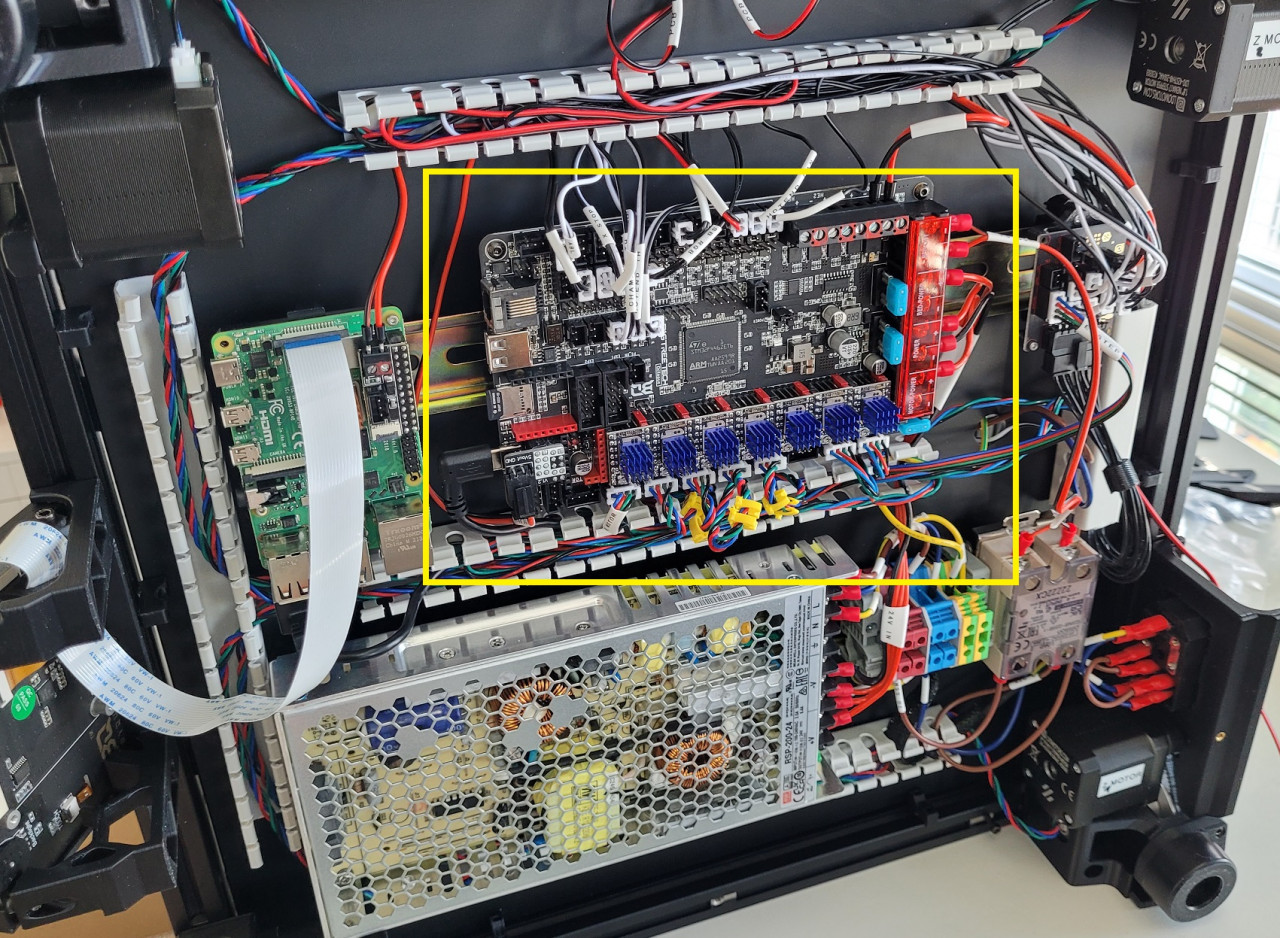
Für den Voron 2.4 ist ein Mainboard mit 7 Anschlüssen und mehr erforderlich. Es gibt 4 Schrittmotoren für die Z-Achse, je einen für die X- und Y-Achse. Hinzu kommt der Extruder Schrittmotor. Bei anderen 3D-Druckern wie dem Prusa MK3S oder dem Caribou Duet 320 ist es wesentlich einfacher, da dort lediglich 5 Schrittmotoren zum Einsatz kommen. Dem LDO Voron 2.4 R2 300 Kit liegt ein Octopus Board bei, das insgesamt 8 Anschlüsse bereithält. Damit dürfte es völlig ausreichend für den vorgesehenen Einsatz sein. In Kombination mit einem Raspberry Pi und Klipper funktioniert es mehr als zuverlässig.
Alternativ bietet sich ein Duet 6hc + 3hc (Extender Board) an. Dieses Mainboard läuft mit der RepRap Firmware und unterstützt wie Klipper verschiedene Features wie Input Shaping. Allerdings soll Klipper für Input Shaping deutlich besser sein. Glücklicherweise können Duet-Boards auch mit Klipper betrieben werden, wobei sich RepRap deutlich besser dafür eignet. Das Upgrade auf ein Duet Board bringt mehr Flexibilität für zukünftige Projekte, auch wenn die die Schrittmotortreiber TMC2160 und 5160 etwas übertrieben sind. Diese liefern satte 5A und bieten daher unbegrenzte Möglichkeiten nach oben. Auch in Sache Lautstärke und Drehmoment ist das Duet 3 Mainboard mit den integrierten Motortreiber ganz weit vorne mit dabei.
Octopus Board mit Raspberry Pi und Klipper
Vor der Installation der Firmware und Software sollte man sich unbedingt die LDO-Webseite und die offizielle Voron-Beschreibung durchlesen. Wichtig zu wissen ist, dass LDO bereits eine vorgefertigte Konfigurationsdatei auf Github für die Rev. C bereitgestellt hat. Diese kann heruntergeladen und mittels WinSCP auf den Raspberry Pi hochgeladen und umbenannt werden. In der Konfigurationsdatei wurden unter anderem der ClockWork2 Extruder und das neue Display integriert. Nichtsdestotrotz sollte danach die offizielle Software Anleitung vom Voron-Team studiert werden, da dort essentielle Schritte für eine erfolgreiche Inbetriebnahme des 3D-Druckers aufgelistet sind. Damit Änderungen wirksam werden, sollte nach jeder Änderung stets ein Neustart mittels SAVE_CONFIG Befehl erfolgen.
Quad Gantry Entry
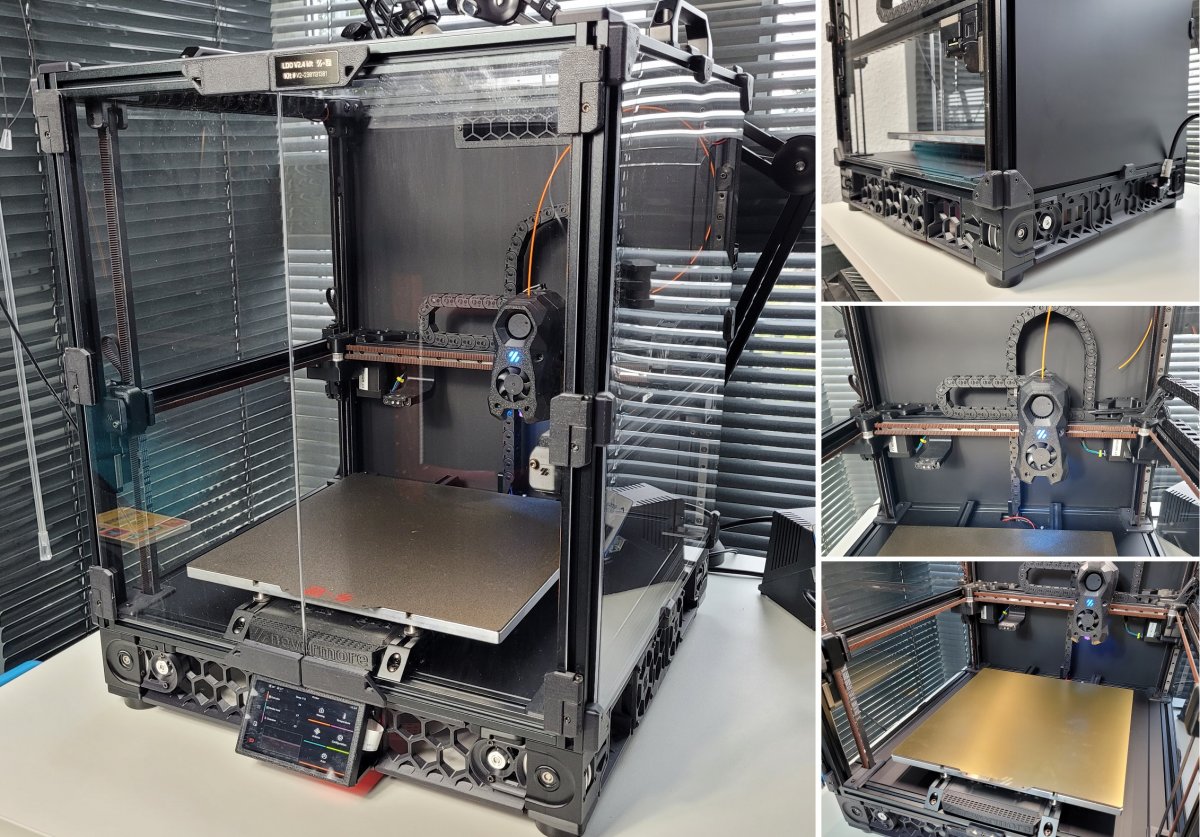
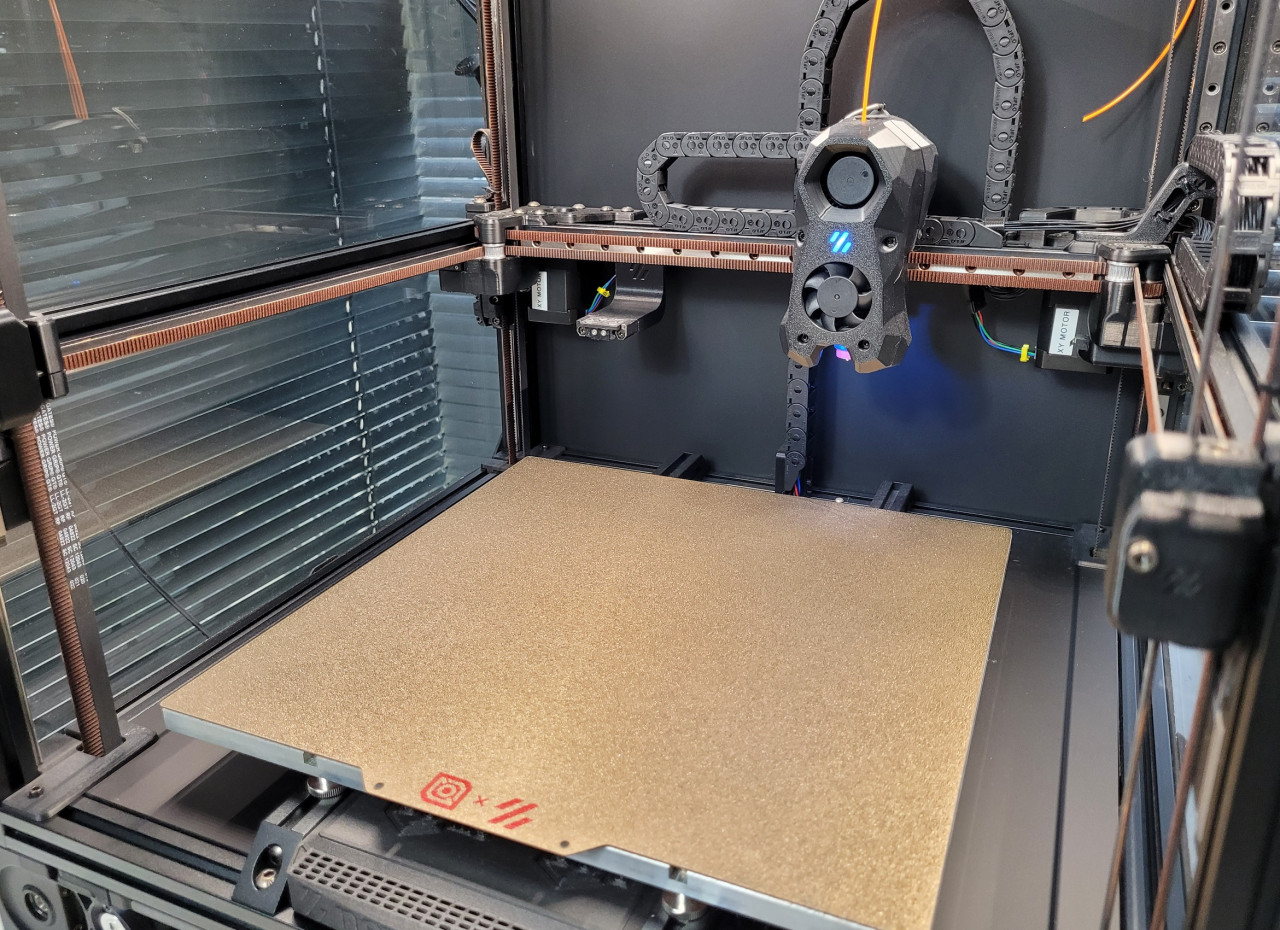
Sicherlich wird dem ein oder anderen während dieses Artikels oder dem Aufbau des LDO Voron 2.4 R2 aufgefallen sein, dass das Gantry mit den vier Schrittmotoren für die z-Achse sehr speziell ist. Die individuell ansteuerbaren Motoren haben einen großen Vorteil, auch wenn das Gantry durch die Motoren A und B hinten sehr schwer ist. Im stromlosen Zustand ist das Gantry nicht exakt waagerecht. Es kann aber auch passieren, dass ein Motor nicht nachzieht und das Gantry schief positioniert wird. Und da wäre auch noch die fehlende Auto Bed Leveling Funktion, für die es aber adäquaten Ersatz gibt. Das LDO Voron 2.4 R2 Kit nutzt einen induktiven Sensor (oder alternativ eine andere Sensorart in Form von Klicky oder Unklicky), um die unterschiedlichen Abstände zu kompensieren. Vorausgesetzt, das Druckbett ist absolut gerade ausgerichtet.
Mit den entsprechenden Makros unter Klipper werden mehrere Messpunkte erfasst, so dass sich das Gantry vor jedem Druckvorgang waagerecht ausrichtet. Zwar könnte man das Leveling nur nach dem Start des 3D-Druckers durchführen, allerdings schalten die Schrittmotoren nach längerem Standby in den stromlosen Zustand, so dass das Gantry hinten wieder absackt und gelevelt werden muss.
Software
Für die Voron 3D-Drucker ist Klipper als Firmware vorgesehen und vergleichbar mit Marlin. Der große Unterschied zwischen den beiden Firmware besteht darin, dass Marlin auf einem Mainboard läuft, während Klipper seine Arbeit auf Mainboard und Raspberry Pi verteilt. Der Raspberry Pi hat den Vorteil, dass ein programmierbares Linux-System mit Dateisystem, Netzwerkanbindung und Multitasking zur Verfügung steht. Darüber hinaus ermöglicht Klipper eine extrem schnelle und präzise Ansteuerung der Schrittmotoren. Klipper bietet bei korrekter Konfiguration deutlich bessere 3D-Druckergebnisse bei gleichzeitig leiserem Betrieb der Schrittmotoren. Die Konfiguration von Klipper erfordert zwar Einarbeitungszeit, dafür können aber alle Einstellungen über die printer.cfg-Datei schnell und unkompliziert gesetzt werden. Die Firmware muss dafür nicht jedes Mal neu geflasht werden. Das ist vor allem dann sinnvoll, wenn Pin-Belegungen angepasst werden müssen. Klipper ist außerdem mit fortschrittlichen Funktionen ausgestattet wie Pressure-Advance und Resonanz Kompensation. Letzteres verhindert Ringing bei schnellen Druckbewegungen. Kompatible Slicer sind Cura, PrusaSlicer und SuperSlicer. Bestimmte Abläufe können in Gcode-Makros zusammengefasst werden. Damit lassen sich Befehls-Sequenzen als Skript abarbeiten.
Eine Anleitung zur Installation von Klipper gibt es hier. Von der LDO-Anleitung aus gelangt man zu den entsprechenden Downloads. Es gibt ein Skript, mit dem alle benötigten Module installiert werden können. Klipper hat nämlich keine Benutzeroberfläche. Nach der Installation von Klipper auf dem Raspberry Pi und auf dem Octopus Mainboard sollte die printer.cfg vom LDO Github heruntergeladen und in Klipper importiert werden. Die Datei muss entsprechend in printer.cfg umbenannt werden. LDO hat diese Datei für seine Kits angepasst (z.B. TMC Schrittmotortreiber implementiert). Pressure Advanced ist in der Datei auskommentiert, sollte aber unbedingt aktiviert werden. Einen guten Tuning Guide gibt es hier.
Es gibt übrigens auch von der Community generierte Dokumente. Diese enthalten wertvolle Tipps und Tricks, um seinen Voron zu optimieren.
Klicky
Nach der Installation von Klipper sollte man, wenn nicht bereits geschehen, die passende Sensorart montieren und konfigurieren. Wir haben uns für Klicky entschieden. Die Mod ist technisch recht simpel aufgebaut und akkurat.

Danach jedem Neustart des 3D-Druckers die Ist-Werte wieder auf NULL gesetzt werden, sollte vor jedem Schritt stets XY und Z Homing ausgeführt werden. Wenn man also nach dem Start ein Quad Gantry Level ausführen möchte, erscheint eine Fehlermeldung, da die aktuelle Position wie die der Z-Position = 0 entspricht und kein negativer Wert möglich ist.
Wenn Klicky installiert und konfiguriert wird und die Meldung „!! Move out of range: 42.000 301.000 0.000 [0.000]“ erscheint, dann wurden eventuell folgende Werte in der Klicky_variable.cfg nicht bearbeitet:
#Dock move, final toolhead movement to release the probe on the dock#it's a relative moveVariable_dockmove_x: 40Variable_dockmove_y: 0Variable_dockmove_z: 0
#Attach move. final toolhead movement to attach the probe on the mount#it's a relative moveVariable_attachmove_x: 0Variable_attachmove_y: 30Variable_attachmove_z: 0
19:40:47 // probe accuracy results: maximum 2.678212, minimum 2.676962,
range 0.001250, average 2.677462, median 2.676962, standard deviation 0.000612
- Home, if needed.
- Heat soak if needed (e.g., ABS)
- Attach Klicky probe
- Z Tilt Adjust (QGL for V2)
- Run adaptive bed mesh
- Heat nozzle
- Nozzle scrub
- Calibrate Z
- Dock Klicky Probe
- Prime Line
Erster Start
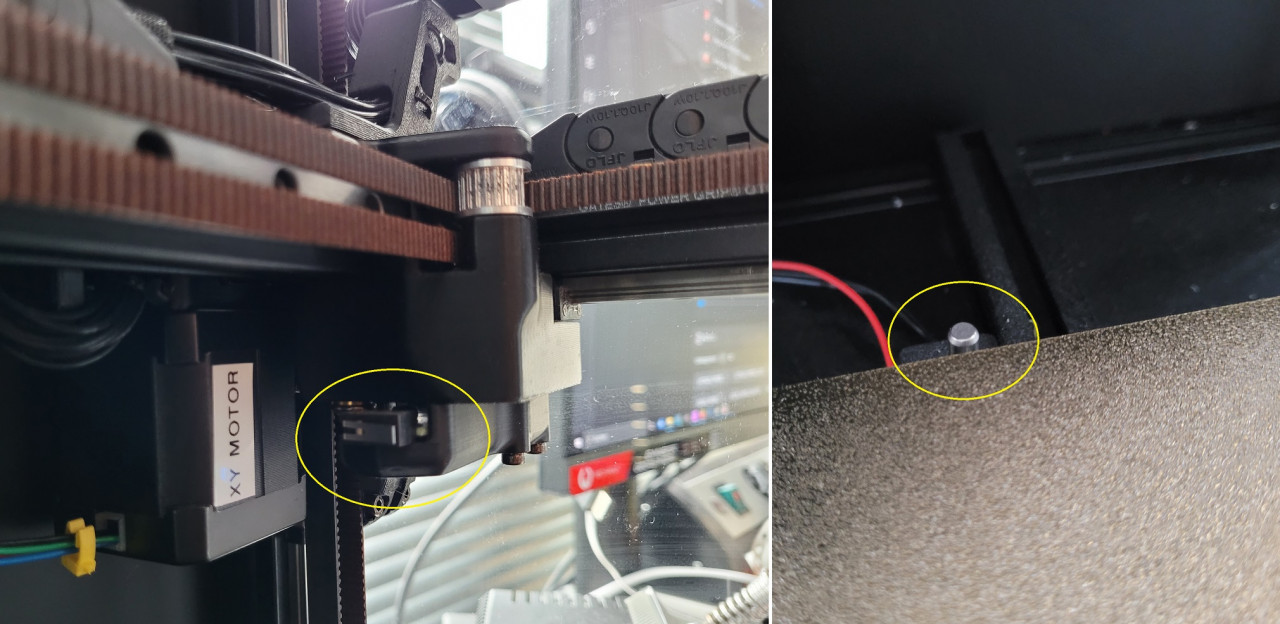
Beim ersten Start empfiehlt es sich, alle Motoren und Sensoren zu überprüfen. Die offizielle Anleitung ist ein guter Leitfaden und begleitet vor allem Anfänger durch diesen Prozess. Dabei kann jeder Schrittmotor, auch die der z-Achse, einzeln angesteuert werden. Anschließend erfolgt ein Test der Sensoren, wobei bis maximal 50°C aufgeheizt wird. Die LEDs sowie die SB-RGB Beleuchtung können ebenfalls getestet werden. Wurden alle Tests erfolgreich abgeschlossen, erfolgt das Homing der X- und Y-Achse. Dabei kann es passieren, dass der Halter für den Y-Endstopp zu weit nach Innen montiert ist und somit beim Berühren der Achsen nicht ausgelöst wird. Ist das der Fall, sollte der 3D-Drucker sofort ausgeschaltet werden und der Endstopphalter so verschoben werden, dass beide Endstopps eingedrückt werden, sobald die Achse zum Endpunkt verfährt.
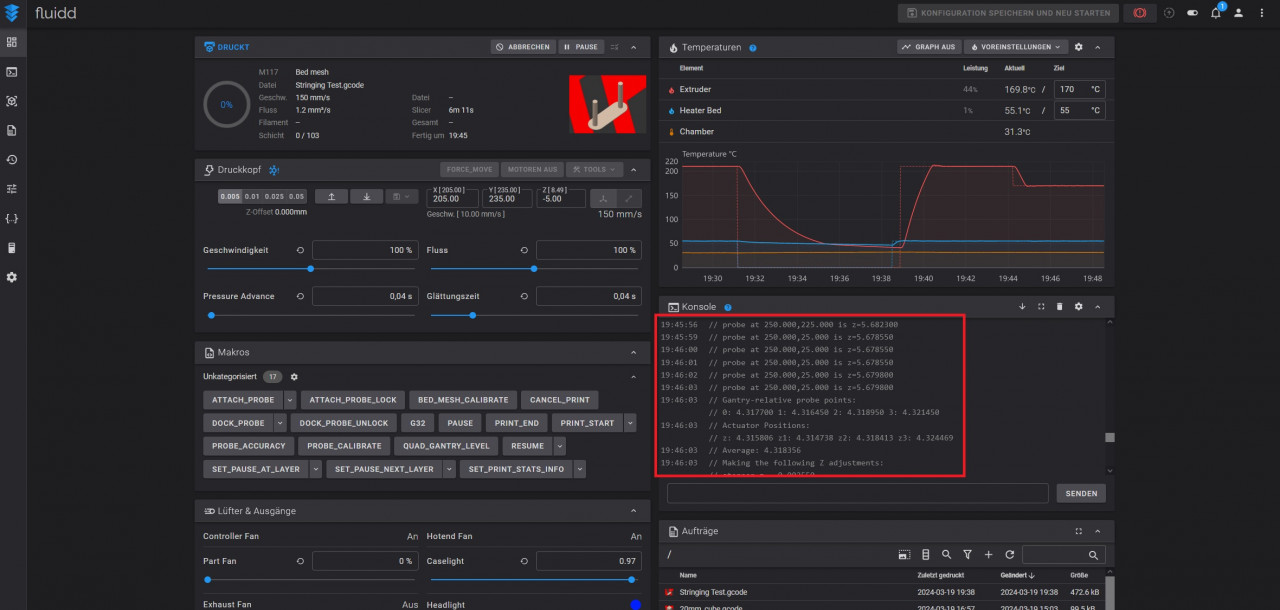
Danach erfolgt das z-Homing, indem zunächst in der printer.cfg die Positionen dafür von -10,-10 auf die korrekten Koordinaten für X- und Y geändert werden. Dabei schiebt man das Gantry am besten im stromlosen Zustand bis tief nach unten, so dass die Nozzle das Bett gerade so nicht berührt und macht dann ein xy-Homing. Anschließend fährt man in kleinen Schritten so lange in x- und y-Richtung, bis die Nozzle exakt über dem z-Endstop liegt. Die Koordinaten lassen sich z.B. in Fluidd ablesen. Diese Koordinaten trägt man dann in die printer.cfg ein und startet das System neu.
Sind das XYZ-Homing abgeschlossen, geht es mit der Einrichtung der Probe wie Klicky weiter. Unter Tune lassen sich die Endschalter aktualisieren. Ist z.B. Klicky installiert und die Probe am Extruder samt Hotend, müsste der Status für alle „open“ sein. Hält man den Mikroswitch nun gedrückt und aktualisiert den Status, sollte die Probe getriggert dargestellt werden. Anschließend werden die Makros von der offiziellen Klicky Github Webseite heruntergeladen. Auf der Webseite ist auch eine Tabelle für die entsprechenden Dateien für den Voron 2.4. Die Werte für die z-Endstops müssen bei der Installation von Klicky in die entsprechenden Makros umkopiert werden, um doppelte Einträge zu vermeiden.
Kalibrierung
Die Kalibrierung ist essenziell für eine erfolgreiche Inbetriebnahme des LDO Voron 2.4 R2 Rev C. Dazu zählt auch das PID Tuning. Sobald alle Tunings wie FirstLayer Calibration durchgeführt wurden, sollte ein Save_Config erfolgen, um die ermittelten Werte zu speichern. Bei dem Duet 3 Mainboard erfolgt dieser Schritt in Kombination mit RepRap automatisch. Bei Klipper leider nicht.
So sehen bei uns die Werte aus:
#*# <---------------------- SAVE_CONFIG ---------------------->#*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated.#*##*# [heater_bed]#*# control = pid#*# pid_kp = 40.173#*# pid_ki = 2.126#*# pid_kd = 189.816#*##*# [extruder]#*# control = pid#*# pid_kp = 33.325#*# pid_ki = 4.356#*# pid_kd = 63.733#*##*# [stepper_z]#*# position_endstop = -0.170
Z_OFFSET_APPLY_ENDSTOP gefolgt von SAVE_CONFIG. Alternativ können die Control-Buttons in der GUI genutzt werden. Das bezieht sich auf den z-Offset bzw. z-Adjustment. Die Druckdüse um 0.010mm anheben, bedeutet im Programmcode folgendes: Der Wert würde sich dabei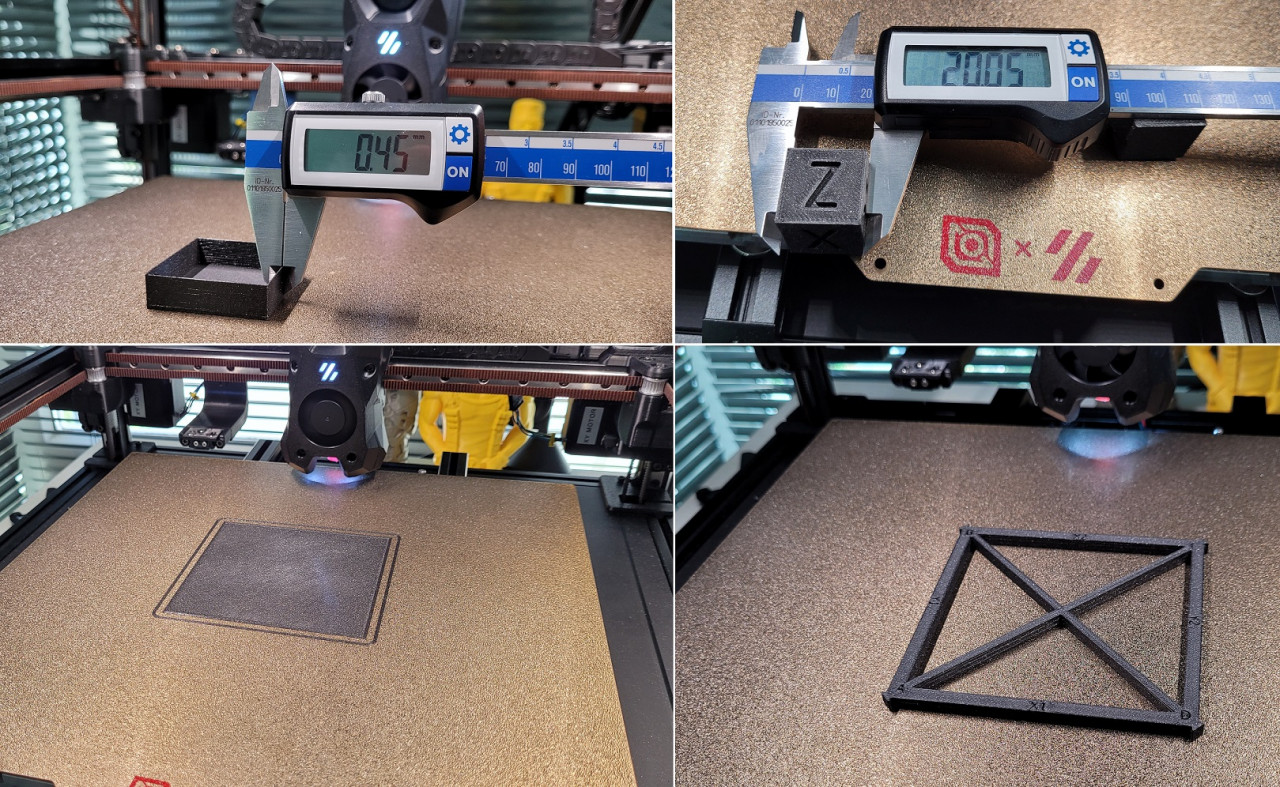
Sollwert/Istwert*rotation_distance bzw. 20/20,23* 22.6789511 // Das ist falsch!
Besser von 120mm Filament exakt 100 mm extrudieren und zwar mit 1mm/s und 225°C (PLA). Aschließend die Restlänge messen. Wenn der Wert 19 mm beträgt, wurden 101mm extrudiert. In diesem Fall müsste man distance_rotation erhöhen, indem folgendes berechnet wird: SollWert/IstWert (101/100)*distance_rotation.
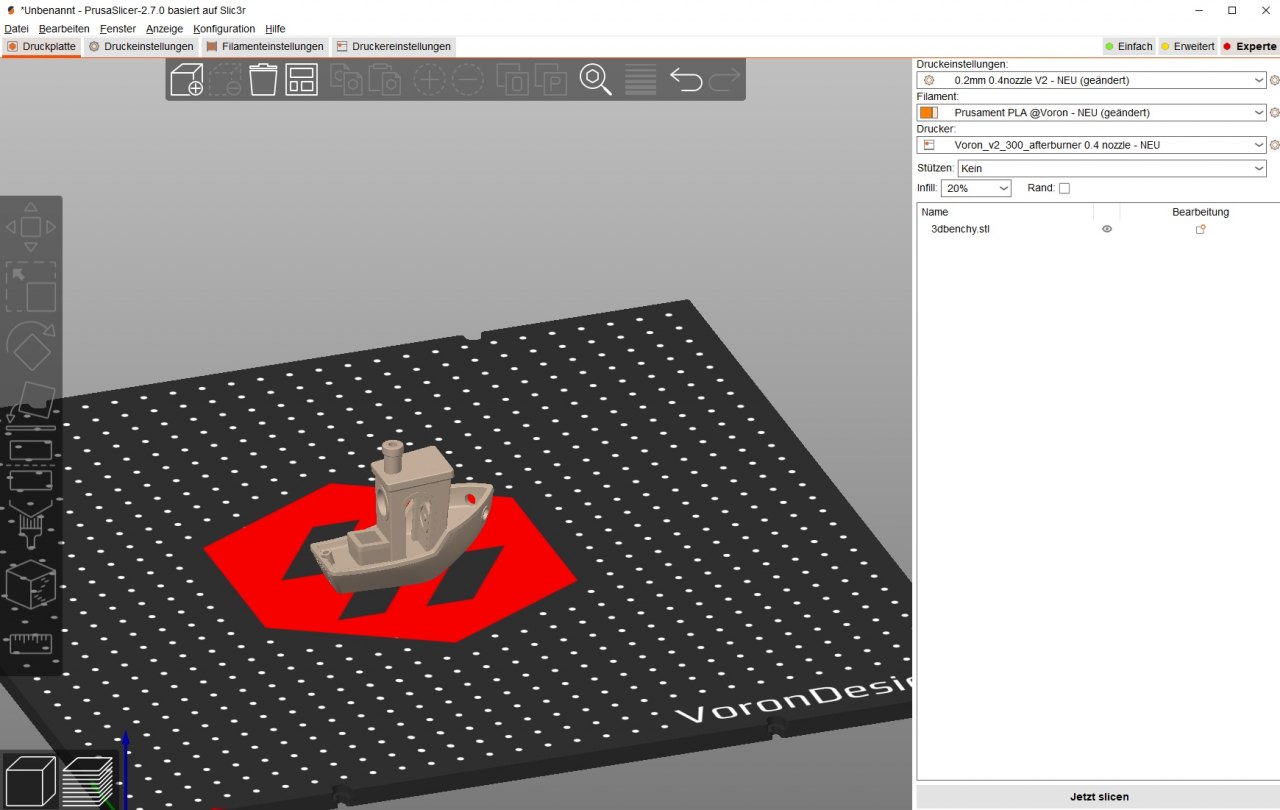
Gcode für den Printer Start
Input Shaper
Mega Review!!! Ich hatte mich vorher mal umgeschaut, aber den Weg zu einem Voron nicht wirklich verstanden.Das LDO Kit ist ja relativ teuer, aber es scheint wirklich alles im Set zu haben. Wie schwer ist es auf das Duet Mainboard zu wechseln?
Gruß,
Heiko